Most factories already have the hardware they need to solve half their productivity blind spots — they just don’t know it. Nearly every manufacturing facility in India today runs a CCTV network for security purposes. What almost none of them realize is that the same cameras, with a computer vision layer added on top, can answer questions that used to require dedicated industrial engineers with stopwatches and clipboards: how long is that line actually running versus idle, where exactly is the bottleneck on the shop floor, and is safety protocol being followed when nobody’s watching the monitors live.
The Untapped Asset Sitting on Every Factory Wall
CCTV in most factories today is used for exactly one purpose: after-the-fact review when something goes wrong — a theft, an accident, a dispute. The cameras run continuously, the footage sits in storage, and unless there’s an incident, nobody looks at it. That’s an enormous amount of visual data going completely unused for anything operational.
Computer vision changes what that same camera feed can do. Instead of passive recording, the feed becomes an active data source — analyzed in real time by algorithms trained to recognize specific patterns: machine idle time, worker movement, PPE compliance, material flow, and bottleneck formation.
Where Computer Vision Actually Adds Value on the Shop Floor
1. Machine and line utilization monitoring
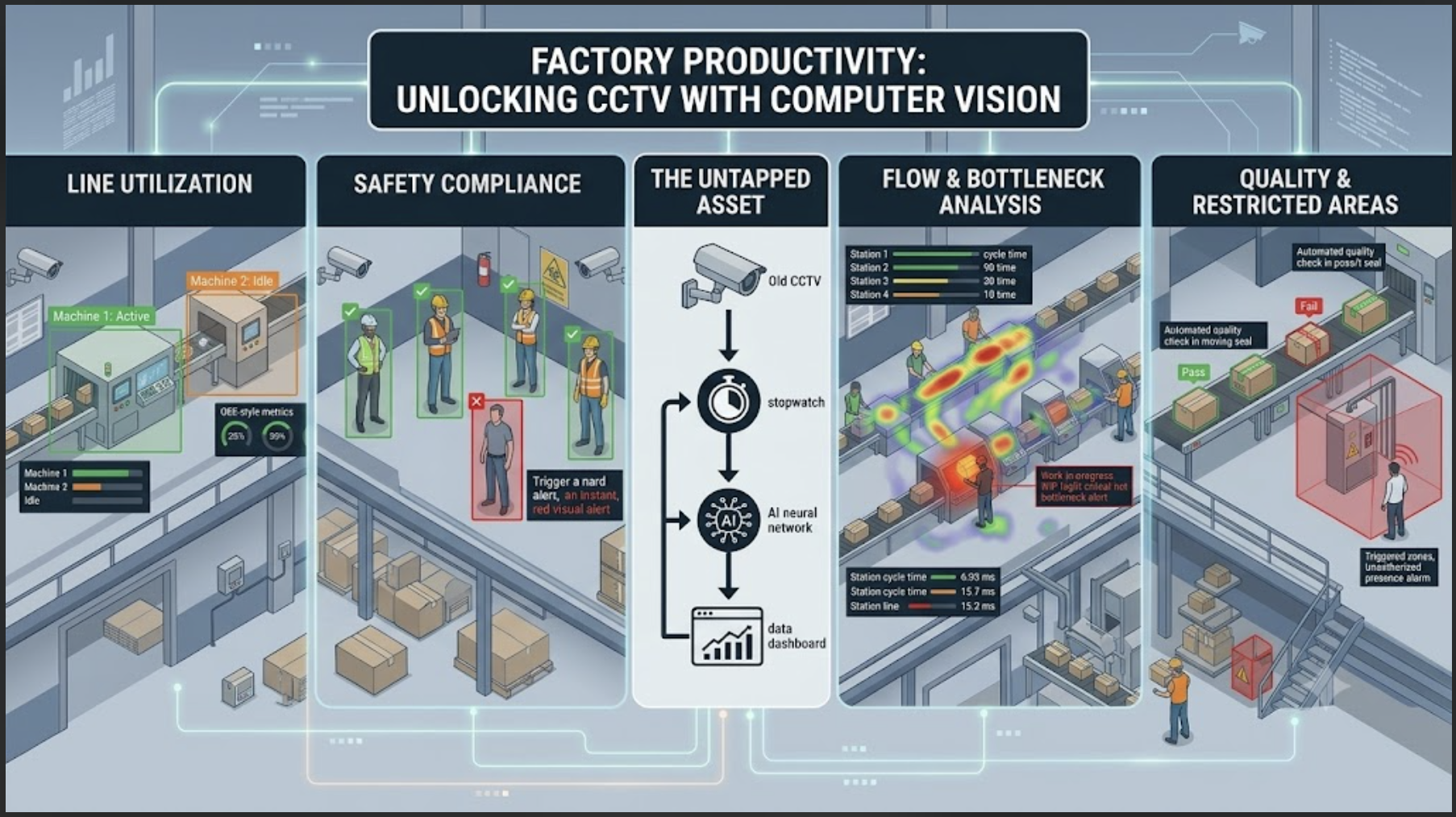
Cameras pointed at production lines can detect whether a machine is actively running, idle, or stopped for changeover — without needing to integrate with the machine’s own PLC or control system, which is often expensive, slow, or simply not possible on older equipment. This gives plant managers real OEE (Overall Equipment Effectiveness)-adjacent data from equipment that was never designed to report it.
2. Bottleneck and flow analysis
By tracking material and worker movement patterns across a shop floor over time, computer vision can flag where work-in-progress consistently piles up — the actual bottleneck — rather than relying on anecdotal reports from shift supervisors about “that one station always being slow.”
3. Safety and PPE compliance
Cameras can detect whether workers in designated zones are wearing required safety gear — helmets, safety vests, gloves — and flag violations in real time rather than relying on periodic manual safety audits that catch maybe a fraction of actual incidents.
4. Zone and restricted-area monitoring
For hazardous zones — near heavy machinery, high-voltage areas, forklift paths — computer vision can detect unauthorized presence and trigger alerts immediately, which is a meaningfully faster response than a supervisor happening to notice.
5. Quality inspection support
Some computer vision applications extend to basic visual defect detection on production lines — flagging obviously misaligned or damaged products for human review, reducing the load on manual quality inspectors for the easy, obvious cases.
6. Attendance and zone-based worker tracking
The same camera infrastructure used for security can double as a facial recognition attendance system, tracking not just whether a worker clocked in, but whether they’re present in their assigned zone throughout the shift — closing a gap that fixed biometric machines at the factory gate never could.
Why This Matters More Than It Sounds
The value proposition here isn’t abstract efficiency talk — it’s specifically about cost. Setting up dedicated IoT sensors, PLC integrations, or RFID-based tracking systems across an entire factory floor is a significant capital investment, and for many small and mid-sized manufacturers, that investment simply doesn’t make financial sense against the expected productivity gain. Computer vision on existing CCTV sidesteps that entirely — the camera hardware is already installed, already paid for, and already running. The incremental cost is software and analytics, not new infrastructure across every line and station.
This is also why computer vision adoption in manufacturing has accelerated specifically in the last few years — camera hardware (especially with edge AI processing capability, like Jetson-class devices) has become cheap enough and powerful enough to run real-time analytics locally, without needing every frame streamed to an expensive cloud pipeline.
A Grounded Example
Consider a mid-sized manufacturing unit running three production lines, with a persistent but hard-to-pin-down productivity gap — output was consistently below the theoretical capacity of the machines installed, but nobody could say exactly why. Manual time-and-motion studies were expensive to run repeatedly and only captured a snapshot, not a continuous picture. After computer vision was layered onto the facility’s existing CCTV to monitor line activity and idle time continuously, the data revealed something the manual studies had missed entirely: one line wasn’t underperforming because of the machine itself, but because of a recurring 15–20-minute delay during shift changeovers, happening consistently enough to be a real pattern, but irregular enough that it hadn’t shown up clearly in the periodic manual studies. That’s a fixable process issue — but it was invisible until continuous, camera-based monitoring made the pattern visible rather than anecdotal.
The Honest Limitations
Computer vision accuracy depends heavily on camera placement, lighting, and angle — a security camera positioned for perimeter monitoring isn’t necessarily positioned correctly for line-level analytics, and some factories do need camera repositioning or supplementary units for full coverage. Backlight and glare issues, especially near factory entry points or large windows, need correction (WDR-capable hardware or software correction) to keep detection accurate. And computer vision surfaces patterns — it doesn’t fix them. A bottleneck flagged by the system still requires a plant manager to act on the finding.
There’s also a worker trust dimension worth being upfront about — deploying camera-based monitoring for productivity and safety purposes (beyond pure security) needs to be communicated transparently to the workforce, both as a matter of DPDP Act compliance around any facial recognition components, and simply as good practice to avoid it being perceived as surveillance rather than a genuine safety and efficiency tool.
Edge AI Is What Makes This Affordable Now
A few years ago, running real-time computer vision analytics across an entire factory’s camera network would have meant streaming enormous volumes of video to cloud servers for processing — expensive in bandwidth, expensive in cloud compute, and often too slow for real-time alerts to be useful. The shift toward edge AI hardware, like Jetson-class devices that can run inference locally at the camera or a nearby local server, has changed this economics substantially. Processing happens close to the camera, only relevant events and metadata get sent onward rather than raw video streams, and real-time alerts — a safety violation, a line stoppage — can trigger within seconds rather than after a delayed cloud round-trip. This is a meaningful part of why computer vision adoption in mid-sized manufacturing has become commercially viable in the last few years in a way it simply wasn’t earlier.
Getting Camera Placement Right the First Time
One mistake factory commonly makes when adopting computer vision is assuming their existing security camera placement is sufficient for operational analytics. Security cameras are typically positioned for perimeter coverage and general area monitoring — wide angles, entry and exit points. Effective line utilization or PPE compliance monitoring often needs more targeted placement — a camera angled specifically at a machine’s operating zone, or positioned to clearly capture whether workers in a specific area are wearing required gear. A proper computer vision deployment usually starts with an on-site assessment of existing coverage gaps before any software is switched on, rather than assuming the security setup will simply work for a different purpose.
Final Word
Factories have been sitting on a productivity diagnostic tool for years without realizing it — their own CCTV network. Computer vision doesn’t require ripping out existing infrastructure or a massive capital project; it requires pointing the right analytics at cameras that are already running, and turning passive security footage into active operational intelligence.
Want to know what your existing CCTV network could tell you about line utilization, bottlenecks, or safety compliance? LAAYN Technologies build computer vision solutions that work with your existing camera hardware — no full infrastructure overhaul required. Get in touch for an assessment of your current setup.